PET膜造粒机_PET膜造粒机

   |
|

详细信息
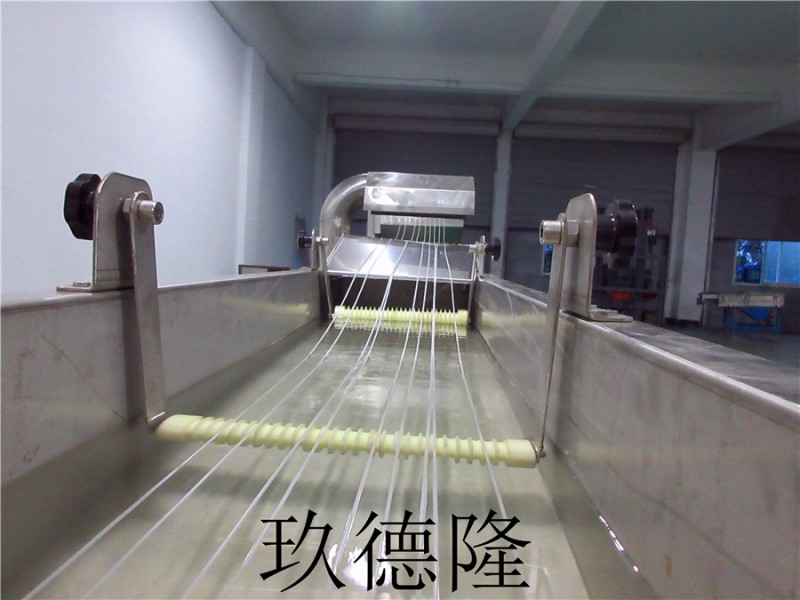
PET膜造粒机_PET膜造粒机, PET瓶胚要在适当的温度、拉伸比下拉伸、吹胀。对要承受内压的PET瓶(如碳酸饮料瓶),总拉伸比应选取10∶1或更大些,其中,周向拉伸比取(4~7)∶1,轴向拉伸比取(1.4~2.6)∶1。拉伸比过大会使瓶子出现应力发白的现象。若把瓶胚的取向温度定低了,由于要明显提高拉伸应力,会使PET瓶出现应力发白现象;而把取向温度定高了,则会使瓶子出现结晶雾状。PET可在88℃~115℃下取向,但为了获得透明性高的瓶子,取向温度范围应定得窄一些。有研究表明,PET的最佳取向温度约为105℃,而有的研究则认为是95℃。PET造粒机 对瓶胚的吹胀可采用单级压缩空气,气压约为2MPa,也可采用双级压缩空气,即先注入低压(1.0 ~1.5MPa)空气,在瓶胚被吹胀得与模腔接触后,再注入高压(2.5~3.0MPa,有的达4MPa)空气,使瓶子与模腔紧密接触而快速冷却定型。拉伸吹塑模具的温度一般应取得低一些(3℃~10℃),这样有助于缩短成型周期。而有时为了提高瓶子的耐热性能,可把模具温度取高些(80℃~105℃),以对瓶子做热定型处理